
Quy trình vận hành theo 7 giai đoạn
Bài viết này mô tả quy trình một đơn hàng OEM đi qua xưởng — theo đúng thứ tự vận hành thực tế. Người đọc có thể xem từng giai đoạn theo dòng chảy sản xuất hoặc nhảy đến giai đoạn cụ thể qua điều hướng dưới đây.
Mỗi giai đoạn có đầu mối kỹ thuật phụ trách riêng và mốc thời gian được trao đổi cụ thể với bên đặt hàng trong báo giá. Chi tiết operational cụ thể có thể khác tùy đặc thù dự án.
Giai đoạn 01 — Nhà xưởng & mặt bằng sản xuất
01 Năng lực vật lý của nhà máy
Xưởng đặt tại Q. Bình Tân, TP.HCM. Mặt bằng được tổ chức theo nguyên tắc luồng vận hành một chiều: nguyên liệu → máy ép → thành phẩm → khu xuất hàng. Cách bố trí này giảm thời gian luân chuyển và tránh trộn lẫn giữa các đơn hàng đang chạy song song.

Năng lực thiết bị hiện tại:
- Máy ép phun: 150T, 220T, 350T, 450T, 650T, 850T (6 dải tải trọng)
- Máy CNC làm khuôn: 4 máy nội bộ
Diện tích nhà xưởng và số ca làm việc cụ thể cần được xác nhận theo thực tế: [NEEDS REAL DATA — diện tích m² và số ca làm việc].
Giai đoạn 02 — Hệ thống nguyên liệu
02 Đầu vào vật liệu — nền móng của chất lượng sản phẩm

Trong ép phun, đầu vào vật liệu quyết định gần như toàn bộ chất lượng sản phẩm cuối. Vật liệu được kiểm soát ở 3 điểm: trước khi nhập kho, trước khi đưa lên máy, và trong quá trình ép.

Các dòng vật liệu thường vận hành: PP, PE, ABS, PS, POM. Mỗi loại có quy trình chuẩn bị riêng:
- PP, PE — không cần sấy trước, có thể đưa lên hopper máy ép trực tiếp
- ABS, POM — phải sấy trước khi ép để loại bỏ ẩm, tránh splay và vết bạc bề mặt
- PS — sấy nhẹ nếu lô nguyên liệu lưu kho lâu
Việc lựa chọn vật liệu cho một dự án OEM cụ thể được trao đổi với bên đặt hàng và đi kèm chứng từ CO/CQ.
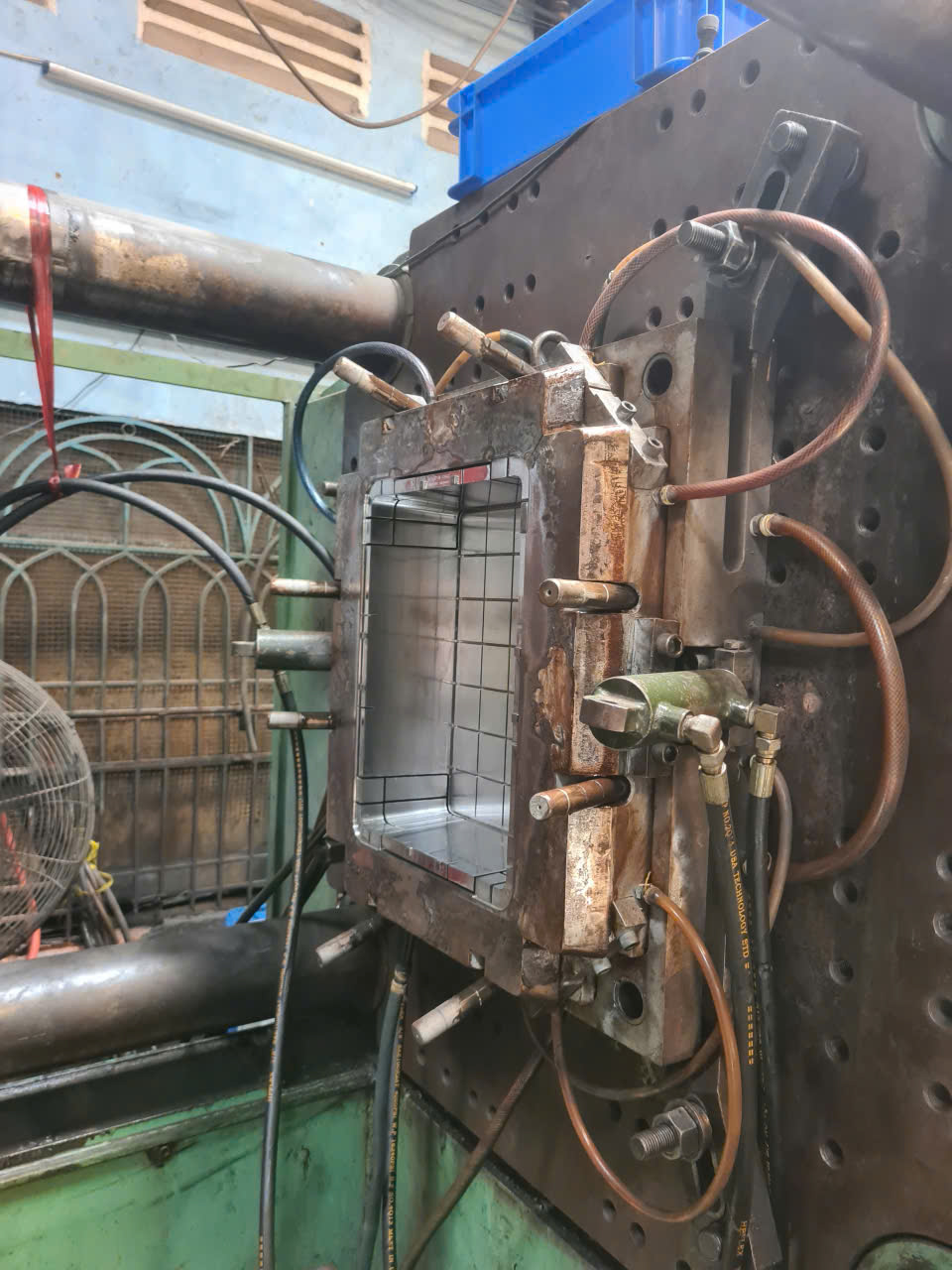
Giai đoạn 03 — Chuẩn bị khuôn
03 Khâu quyết định cho sản xuất OEM

Khuôn ép có thể được làm tại xưởng nội bộ (hệ thống 4 máy CNC) hoặc phối hợp với đơn vị làm khuôn bên ngoài tùy độ phức tạp và lịch sản xuất. Hệ thống 4 máy CNC hỗ trợ quá trình gia công, chỉnh sửa và phối hợp kỹ thuật khuôn trong các dự án sản xuất theo yêu cầu.
Quá trình làm khuôn nội bộ điển hình: thiết kế khuôn → phay thô → tôi luyện → phay tinh → đánh bóng hoặc texture → khoan đường nước làm mát → lắp ráp → kiểm tra trước khi ép thử.
Vật liệu khuôn lựa chọn theo sản lượng cam kết và yêu cầu bề mặt:
- P20 — khuôn phổ thông, sản lượng trung bình
- NAK80 — khuôn cần bề mặt đánh bóng cao
- S136 — khuôn dùng cho vật liệu có tính ăn mòn
- H13 — khuôn sản lượng rất cao
Thời gian làm khuôn cụ thể tùy độ phức tạp (số lòng, có/không slider/lifter, có/không hot runner): [NEEDS REAL DATA — thời gian làm khuôn theo độ phức tạp].
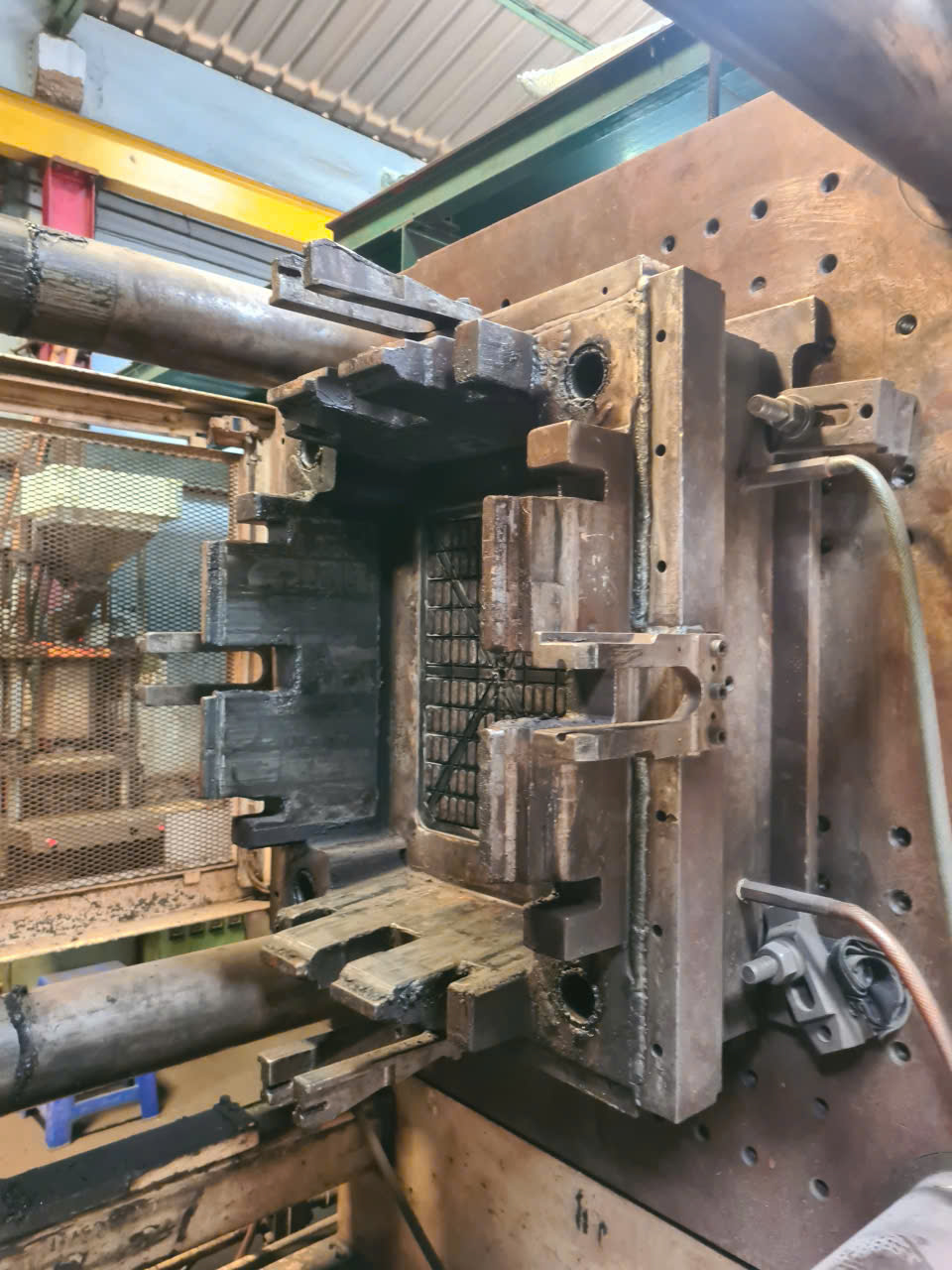
Giai đoạn 04 — Ép phun
04 Sản xuất thực tế trên máy ép phun

Ép phun gồm hai pha vận hành chính: ép thử và sản xuất hàng loạt.
Pha ép thử (T0, T1, T2…): Sau khi khuôn hoàn thành, mẻ ép thử T0 chạy trên máy phù hợp để kiểm tra khuôn có hoạt động đúng không, sản phẩm có điền đầy không, có flash hoặc sink mark không. Các mẻ T1, T2… dùng để chỉnh dần: thoát khí, bề mặt khuôn, nhiệt độ ép, thời gian giữ áp. Sản phẩm của mẻ ép thử cuối được gửi cho bên đặt hàng duyệt mẫu.
Pha sản xuất hàng loạt: Khi mẫu được duyệt, mẫu cuối được lưu làm Golden Sample. Sản xuất hàng loạt vận hành theo lịch đã thỏa thuận, dùng Golden Sample làm chuẩn đối chiếu cho mọi lô.
Năng suất phụ thuộc: chu kỳ ép (thời gian phun + giữ áp + làm mát + đẩy), số lòng khuôn, vật liệu và độ dày sản phẩm. Mỗi máy có thể chạy đơn hàng khác nhau cùng lúc.
Giai đoạn 05 — Kiểm tra chất lượng
05 Kỷ luật sản xuất thể hiện qua QC
Kiểm tra chất lượng diễn ra ở hai điểm trong chuỗi sản xuất: QC trong dây chuyền và QC cuối lô trước khi đóng gói.
QC trong dây chuyền: Operator máy ép kiểm tra sản phẩm đầu ca và đầu lô — so sánh với Golden Sample về kích thước, trọng lượng và ngoại quan. Nếu phát hiện flash, short shot, sink mark, weld line bất thường — máy được dừng để chỉnh thông số ép hoặc xử lý khuôn.
QC cuối lô: Trước khi đóng gói, lô sản phẩm được kiểm tra theo tiêu chí thỏa thuận trong hợp đồng:
- Kích thước theo dung sai bản vẽ
- Trọng lượng kiểm tra điền đầy
- Ngoại quan đối chiếu Golden Sample
- Chức năng nếu sản phẩm có yêu cầu lắp ráp hoặc cơ học
Tần suất kiểm và phương pháp lấy mẫu (AQL hoặc % cố định) được thỏa thuận trong hợp đồng theo yêu cầu của bên đặt hàng: [NEEDS REAL DATA — tiêu chuẩn QC nội bộ đang áp dụng].
Giai đoạn 06 — Đóng gói & thành phẩm
06 Sẵn sàng giao hàng cho bên đặt

Sau khi qua QC cuối lô, sản phẩm được đóng gói theo quy cách thỏa thuận trong hợp đồng:
- Lốc — gom theo nhóm số lượng nhỏ trước khi vào thùng
- Thùng carton — đóng theo lốc, có ghi mã hàng, ngày sản xuất, lô
- Dán nhãn — nhãn thương hiệu của bên đặt hàng nếu yêu cầu
- Pallet hóa — cho đơn hàng số lượng lớn, container xuất khẩu
Khu kho thành phẩm tách biệt với khu sản xuất — đảm bảo hàng đã QC không bị trộn lẫn với hàng đang sản xuất. Mỗi lô được gắn nhãn nội bộ kèm thông tin: tên đơn hàng, ngày sản xuất, số lượng, người đóng gói.
Phế phẩm được tách riêng để tái chế hoặc xử lý theo loại vật liệu — không bao giờ trộn vào hàng đạt chất lượng.
Giai đoạn 07 — Giao hàng
07 Xuất xưởng và bàn giao

Phương thức giao tùy địa điểm và khối lượng đơn hàng:
- Giao tận kho bên đặt hàng — phổ biến cho khách nội thành TP.HCM
- Qua đối tác vận chuyển — cho đơn hàng ngoại tỉnh, miền Trung, miền Bắc
- Bên đặt hàng tự lấy — phù hợp khi bên đặt có phương tiện riêng hoặc cần kiểm tra trực tiếp tại xưởng

Thời gian giao tham khảo: [NEEDS REAL DATA — lead time giao hàng theo khu vực].
Cùng với việc giao hàng, hồ sơ đơn hàng được lưu kèm: thông số ép, mẫu QC theo lô, chứng từ vật liệu. Khuôn được bảo quản trong kho khuôn của xưởng sẵn sàng chạy lại khi có đơn lặp lại. Chính sách lưu khuôn cụ thể: [NEEDS REAL DATA — chính sách lưu khuôn dài hạn].
Tóm tắt — quy trình một đơn OEM
Tóm lại, một đơn hàng OEM tại Nhựa Trung Hưng đi qua 7 giai đoạn:
- Nhà xưởng & mặt bằng — hạ tầng vật lý cho sản xuất
- Hệ thống nguyên liệu — vật liệu vào kho, sấy nếu cần
- Chuẩn bị khuôn — CNC nội bộ hoặc phối hợp bên ngoài
- Ép phun — ép thử T0–Tn, duyệt mẫu, sản xuất hàng loạt
- Kiểm tra chất lượng — QC trong dây chuyền và QC cuối lô
- Đóng gói & thành phẩm — theo quy cách thỏa thuận
- Giao hàng — xuất xưởng theo phương thức đã chốt
Mỗi giai đoạn có đầu mối kỹ thuật phụ trách và tiêu chí chuyển bước riêng. Bên đặt hàng có thể đến trực tiếp xưởng tại Q. Bình Tân, TP.HCM để kiểm tra tiến độ ở bất kỳ giai đoạn nào.
Có dự án OEM cụ thể?
Gửi bản vẽ hoặc mẫu sản phẩm — đội kỹ thuật phản hồi tính khả thi sơ bộ.